
- 联系我们
- 河北诚石轴承有限公司
- 河北省邢台市临西县轴承工业区
- 13630898255 13473192555 微信同号
- 0319-8577989(传真)
- www.hbcs-bearing.com
往复式压缩机“曲轴”检修流程
2024-09-07

一、检修前准备
1. 停机与冷却:
确保压缩机已完全停机并充分冷却,以避免在检修过程中因高温或压力造成的人员伤害或设备损坏。
2. 安全措施:
穿戴好防护装备,如安全帽、防护眼镜、手套等,确保检修过程中的安全。
3. 工具与备件准备:
准备好检修所需的工具、测量仪器和备件,如游标卡尺、千分尺、砂纸、曲轴磨床等。
二、曲轴检查
1. 宏观检查:
检查曲轴颈、曲拐颈是否有变形、拉伤、烧伤等缺陷。
检查曲轴轴承和轴瓦的磨损情况,确保无过度磨损或损坏。
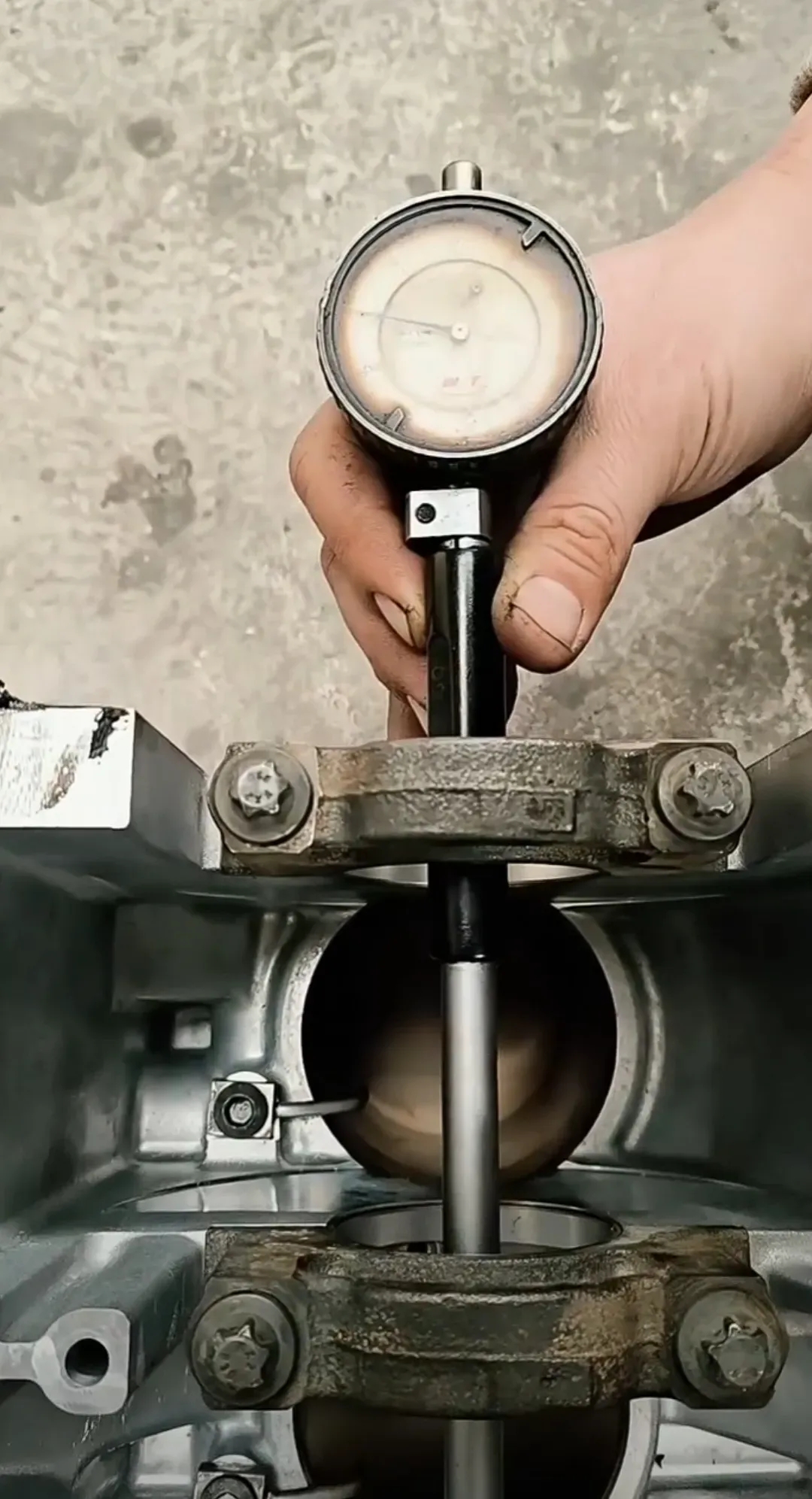
2. 测量检查:
使用游标卡尺或千分尺测量曲轴颈、曲拐颈的圆度、圆柱度值,以及表面粗糙度。
检查曲轴颈的水平度值,确保其在允许范围内。
进行着色探伤和超声波探伤,检查曲轴内部是否有裂纹等缺陷。
三、缺陷处理
1. 拉伤、烧伤处理:
对于轻微的拉伤或烧伤,可使用细平锉或油石去除损伤部位缺陷,并用砂布提高表面粗糙度。
对于较严重的损伤,可能需要进行机加工修复,如磨削加工等。
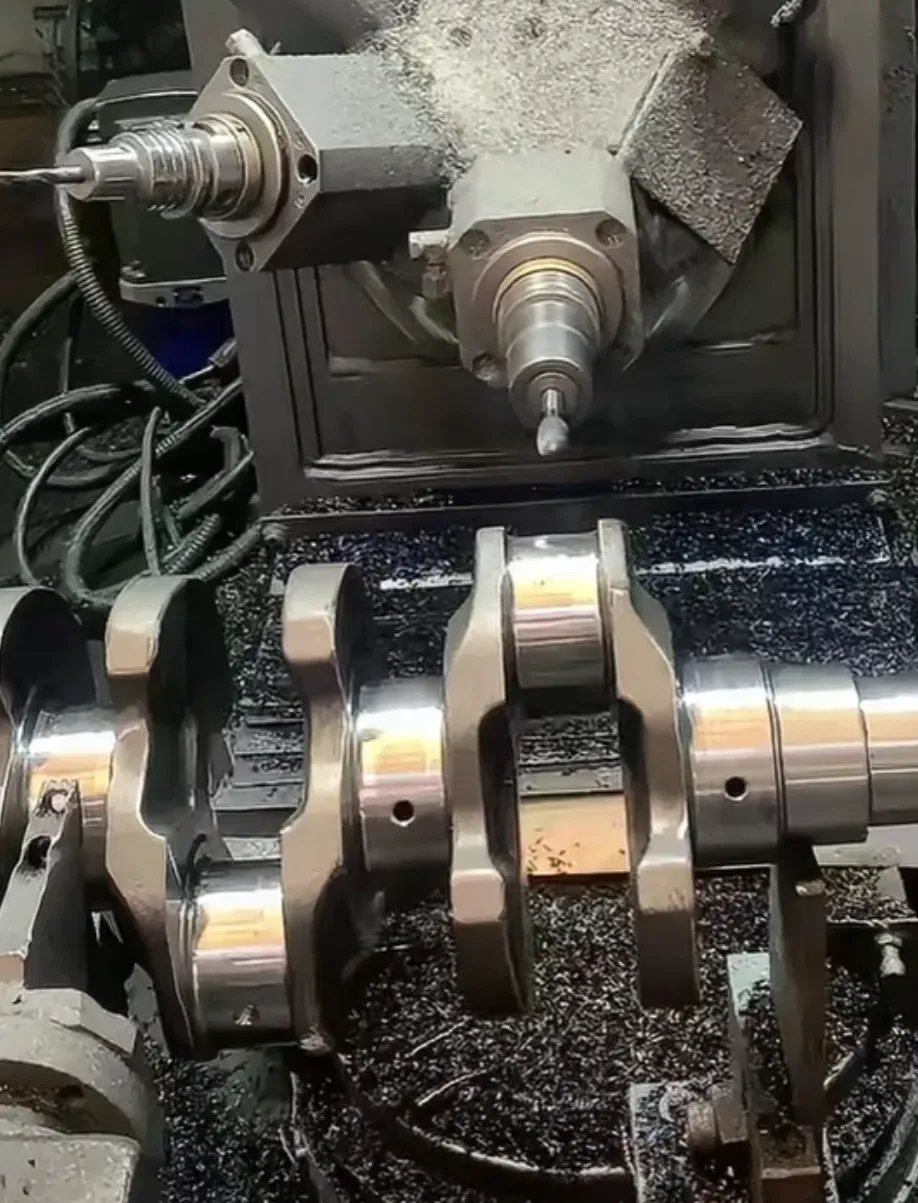
2. 圆度、圆柱度超差处理:
当磨损量≤0.05mm时,可采用手工修复方法,如细平锉削、布带研磨等。
当磨损量>0.05mm时,需进行机加工修复,在曲轴磨床或专用机床上进行磨削加工,以恢复轴颈的圆度和圆柱度。
3. 裂纹处理:
对于较小的裂纹,可采用电动或气动细砂轮进行打磨消除,并进行着色探伤确认裂纹已不存在。
对于较大的裂纹,可能需要进行冷补焊修复,并进行后续处理以提高修复部位的表面粗糙度和强度。
四、曲轴弯曲找正与调整
1. 机械校正:
对于弯曲不大的小型曲轴,可采用机械压力或敲击法进行校正。
将曲轴吊放在矫直机上,用机械压力缓慢地向弯曲点施力,从变形部分的两端逐段向中间校正。
2. 热力校正:
对于大型曲轴或弯曲较大的曲轴,可采用热力校正或热力机械校正法。
使用工频感应加热工具对曲轴进行加热,控制升温速度和加热温度,然后进行降温处理以恢复曲轴的直线度。
五、装配与调试
1. 装配:
在曲轴修复完成后,按照装配工艺和技术要求进行装配。
检查并调整主轴瓦、连杆瓦等部件的间隙和配合情况,确保装配质量。
2. 调试:
装配完成后进行盘车检查,确认曲轴能轻松自如地旋转。
进行空试和负荷试车,检查压缩机的运行状态和性能参数是否满足要求。
六、总结与注意事项
1. 总结:
往复式压缩机曲轴的检修是一项复杂而细致的工作,需要严格按照检修规程和技术要求进行操作。
通过科学的检修方法和合理的修复措施可以确保曲轴的性能和寿命得到恢复和提升。
2. 注意事项:
在检修过程中要注意安全防护措施的落实避免发生意外事故。
对于磨损严重或损坏严重的曲轴部件应及时更换避免影响压缩机的整体性能和运行安全。
加强对检修人员的业务培训和技能提升提高检修工作的质量和效率。
来源:钳工基本知识
(版权归原作者或机构所有)
